

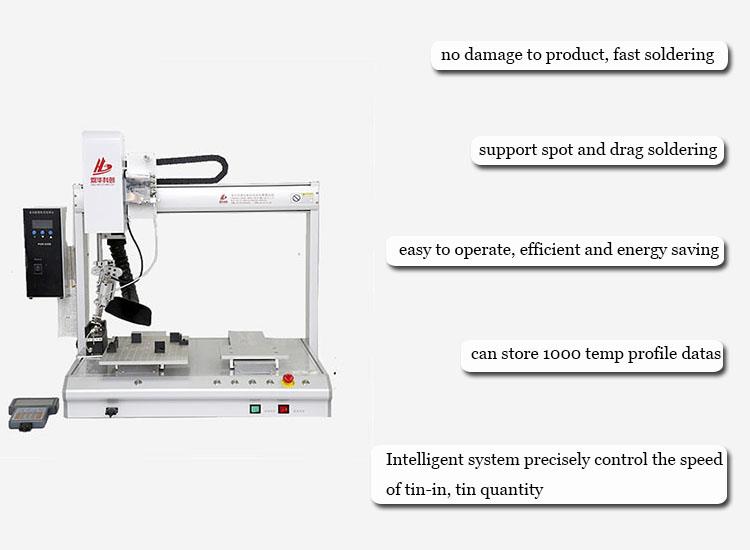
Automatizuotas LED šviesos litavimas
Automatizuotas LED šviestuvų litavimas. Skirtingas dizainas ir skirtingi sprendimai.
Aprašymas
Automatizuotas LED šviestuvų litavimas

1. LED šviesos automatizuoto litavimo modeliai
A. Viena galvutė, viena stotis (R ašis)
B. Viena galvutė, dvi stotys (R ašis)
C. Dvigubos galvutės, viena stotis (R ašis)
D. Dvigubos galvutės, dvigubos stotys (R ašis).
E. Galimi ir kiti pritaikyti dizainai. Sveiki atvykę į mus susisiekti.
2.Features automatizuoto litavimo LED šviesos
Efektyviai mažina žmogaus pastangas ir darbo sąnaudas.
Patogus naudoti.
Stabilus veikimas ir patvarus.
3. LED šviesos automatizuoto litavimo taikymas
Automatizuotas litavimas tampa vis populiaresnis LED šviestuvų gamybos procese.
Šis procesas apima litavimo mašinų, kurios yra užprogramuotos tiksliai lituoti, naudojimą
operacijos automatiškai. Dėl to ši technologija suteikia daug privalumų, kai kalbama apie
LED šviestuvų gamyba.
Pirma, automatizuotas litavimas užtikrina, kad litavimo procesas būtų nuoseklus ir tikslus. Mašinos
yra užprogramuoti dirbti pastoviu greičiu, temperatūra ir slėgiu, o tai pašalina riziką
žmogiška klaida. Tai užtikrina, kad visos jungtys yra saugios, o gatavas produktas yra aukštos kokybės.
Antra, automatizuotas litavimas žymiai sumažina LED lempučių gamybos laiką. Šis procesas yra daug
greičiau nei rankinis litavimas, nes mašinos vienu metu gali lituoti kelias jungtis. Tai reiškia
kad gamintojai gali gaminti LED šviestuvus daug greičiau, o tai sumažina gamybos sąnaudas ir pagerina
efektyvumą.
Trečia, automatizuotas litavimas pašalina darbuotojų sužalojimo riziką. Litavimas rankiniu būdu yra pavojingas procesas
kuri veikia darbuotojus nuo aukštos temperatūros ir toksiškų garų. Automatizuotas litavimas pašalina šią riziką, nes
mašinos atlieka visas litavimo operacijas nereikalaujant žmogaus įsikišimo.
Apibendrinant galima pasakyti, kad automatinio litavimo taikymas LED lempučių gamyboje suteikia daug privalumų.
Ši technologija užtikrina nuoseklų ir tikslų litavimą, sumažina gamybos laiką ir sąnaudas bei pašalina
rizika susižaloti darbuotojams. Kadangi LED šviestuvų paklausa ir toliau auga, automatizuotas litavimas tampa
nepakeičiamas įrankis gamintojams, norintiems išlikti konkurencingiems ir efektyviai gaminti aukštos kokybės produktus.
6. PažymaAutomatizuotas LED šviestuvų litavimas
![]()

Labai laukiami verslo partneriai iš viso pasaulio. Sveiki atvykę į mus susisiekti!
7. Susijusios žinios
Iš lydmetalio apibrėžimo galima pastebėti, kad suvirinimo procese pagrindinis veiksnys yra "drėkinimas". Vadinamasis suvirinimas
yra skysto „litmetalio“ naudojimas šlapias ant pagrindo, siekiant sujungimo efekto. Šis reiškinys yra kaip vanduo, krintantis ant a
kieto paviršiaus. Skirtumas tas, kad mažėjant temperatūrai suvirinimo siūlė sukietės į jungtį. Kai lydmetalis sušlampa
substratas teoriškai metalas jungiasi su metalu, sudarydamas ištisinę jungtį. Tačiau tikromis sąlygomis,
Pagrindą ardo oras ir aplinka, kad susidarytų sluoksnio oksido plėvelė, blokuojanti „litmetalą“, kad jis galėtų
nepasiekia geresnio drėkinimo efekto. Reiškinys yra tas, kad vanduo pilamas ant lėkštės, užpildytos riebalais, vandenį galima tik sugerti.
kai kuriose vietose koncentruotas ir negali būti tolygiai ir tolygiai paskirstytas lėkštėje. Jei oksido plėvelė ant paviršiaus
substratas nepašalinamas, net jei jis vos padengtas "litumetu", sukibimo stiprumas yra labai silpnas.
1. Skirtingas suvirinimas ir klijavimas
Kai abi medžiagos sujungiamos klijais, abiejų medžiagų paviršiai prilimpa vienas prie kito, nes klijai
tarp jų sukuria mechaninį ryšį. Kadangi klijai nėra lengvai pritvirtinami tarp dviejų, blizgus paviršius nėra toks geras
kaip grubus arba išgraviruotas paviršius. Klijavimas yra paviršiaus reiškinys, kurį klijuojant galima nutrinti nuo originalo paviršiaus
yra šlapias. Suvirinimas yra metalo cheminės jungties formavimas tarp lydmetalio ir metalo. Lydmetalio molekulės prasiskverbia
į substrato paviršiaus metalo molekulinę struktūrą, kad susidarytų stipri, visiškai metalinė struktūra. Kai lydmetalis išsilydo, tai
jo neįmanoma visiškai nuvalyti nuo metalinio paviršiaus, nes jis tapo netauriojo metalo dalimi.
2, drėkina ir nedrėkina
Riebalais patepto metalo lakšto gabalas panardinamas į vandenį ir nėra sušlapimo. Šiuo metu vanduo sudarys sferinį vandens lašelį
kuris nusipurtys, kad vanduo nesušlaptų ir nepriliptų prie metalinio lakšto. Jei metalo lakštas plaunamas karštu valikliu, atsargiai
išdžiovintas, o po to panardintas į vandenį, vanduo visiškai išsisklaidys į metalo lakšto paviršių, sudarydamas ploną ir vienodą plėvelės sluoksnį.
Jis nenukris, ty jau sušlapino metalo lakštą.
3, švarus
Kai metalo lakštas yra labai švarus, vanduo sudrėkins paviršių. Todėl, kai "litavimo paviršius" ir "metalinis paviršius" taip pat yra labai
švarus, lydmetalis sudrėkins metalinį paviršių, kuris yra daug švaresnis nei vanduo. Metalo lakštai yra daug aukštesni, nes turi būti a
sandarus sujungimas tarp lydmetalio ir metalo, kitaip tarp jų susidaro labai plonas oksido sluoksnis. Deja, beveik visi metalai
patekęs į orą iš karto oksiduojasi, o šis itin plonas oksido sluoksnis trukdys sušlapti lydmetaliui ant metalinio paviršiaus.
Pastaba: „Litmetalis“ reiškia 60/40 arba 63/37 alavo ir švino lydinį; "substratas" reiškia suvirinamą metalą, pvz., PCB arba pėdos dalį.
4, kapiliarinis veikimas
Jei du švarūs metaliniai paviršiai sujungiami ir panardinami į išlydytą lydmetalį, lydmetalis sudrėkins du metalinius paviršius ir kils aukštyn, kad užpildytų tarpą tarp gretimų paviršių, o tai yra kapiliarinis veiksmas. Jei metalinis paviršius nėra švarus, nebus drėkinimo ir kapiliarinio poveikio, o lydmetalis neužpildys šio taško. Kai padengtos kiaurymės spausdintinė plokštė praeina per bangų litavimo krosnį, kapiliarinio veikimo jėga užpildo skylę per skylę ir ant spausdintinės plokštės susidaro vadinamoji "litavimo juosta", o slėgis skardos banga nėra iki galo sulituota. Paspauskite šią skylę.





